






大型(xíng)銑(xǐ)打機(jī),電機(jī)軸(zhóu)雙(shuāng)端攻(gōng)螺紋銑打機
直(zhí)徑(jìng)範(fàn)圍(wéi):100-260長度範(fàn)圍:1000-4000
基本(běn)功能:銑(xǐ)端面(miàn)、打(dǎ)中心孔(kǒng)、
選擇功(gōng)能(néng):鑽螺紋底孔、攻(gōng)螺紋、u鑽、端面鑽多孔(kǒng)、擴孔、锪面加工(gōng)

 zk8210銑(xǐ)端面打中(zhōng)心孔機床(chuáng)
zk8210銑(xǐ)端面打中(zhōng)心孔機床(chuáng)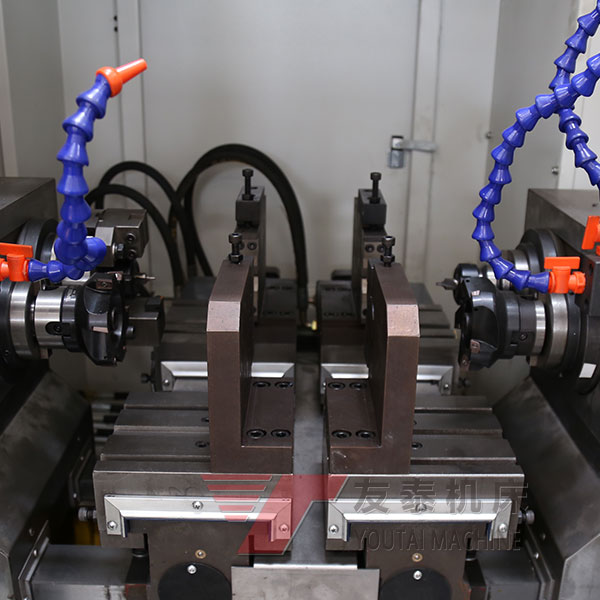 zk8206銑(xǐ)端面打中心孔機床
zk8206銑(xǐ)端面打中心孔機床 工程機械銷軸自動化(huà)生産(chǎn) 搖(yáo)臂銑(xǐ)軸(zhóu)u鑽深孔高效(xiào)加工
工程機械銷軸自動化(huà)生産(chǎn) 搖(yáo)臂銑(xǐ)軸(zhóu)u鑽深孔高效(xiào)加工| 序号 | 項目 | 單(dān)位 | 精(jīng)度(dù) | 備注(zhù) |
| 主(zhǔ)要功能 | 銑(xǐ)端面(miàn)、套車(chē)、鑽中心孔、研修中心孔、鑽(zuàn)攻端面孔、 | |||
| 機床(chuáng)型式 | 水平(píng)床身,銑鑽獨立(lì)主軸(zhóu) | |||
| 1 | 主軸(zhóu)規(guī)格(gé) | 标準(zhǔn)bt50 | ||
| 2 | 主軸伺服電機(jī) | kw | ≥7.5 | |
| 3 | 加(jiā)工(gōng)直徑 | mm | φ100~φ260 | |
| 4 | 最大(dà)加工(gōng)長度 | mm | 1000~4000 | |
| 5 | 套(tào)車(chē)最大直徑 | mm | φ160 | |
| 6 | 自定心夾緊(jǐn)範圍 | mm | φ100~φ260 | |
| 7 | 工(gōng)件最大(dà)回轉直徑(jìng) | mm | φ800 | |
| 8 | 主軸最高轉(zhuǎn)速 | r/min | 10~1500 | 50-1500 |
| 9 | 快(kuài)移速(sù)度 | mm/min | 8000 | |
| 10 | 單邊最大切(qiē)削量(liàng) | mm | ≥5 | |
| 11 | 機床(chuáng)精度 | |||
| 12 | 縱向導軌(guǐ)在(zài)垂直面(miàn)内的(de)直(zhí)線度 | mm | 0.05 | |
| 13 | 橫(héng)向導軌的平行(háng)度 | mm | 0.04/1000 | |
| 14 | 鑽(zuàn)軸軸(zhóu)線對床身(shēn)導軌的等(děng)距度 | mm | 0.03 | |
| 15 | 鑽軸軸線(xiàn)對夾爪夾緊軸(zhóu)線的重合(hé)度(dù) | mm | 0.07 | |
| 16 | 定(dìng)位精度(dù) | mm | ≤0.045 | |
| 17 | 重(zhòng)複定(dìng)位精度 | mm | ≤0.014 | |
| 18 | 工(gōng)作精(jīng)度 | |||
| 19 | 兩(liǎng)端中心孔(kǒng)公共軸線的跳(tiào)動 | mm | 0.04 | |
| 20 | 套車外圓對中心(xīn)孔軸(zhóu)線的(de)跳動(dòng) | mm | 0.16 | |
| 21 | 加工長度(dù)的一緻性 | mm | 0.10 | |
| 22 | 加工(gōng)表(biǎo)面粗糙度 | µm | 銑(xǐ)削ra6.3 | |
| 鑽削ra3.2 | ||||
| 研修 ra1.6 | 合金鑽 | |||
 2、機床優(yōu)勢:
2、機床優(yōu)勢:  【售後(hòu)服務(wù)】
【售後(hòu)服務(wù)】 
